化学铣削
9.4.1.1 加工原理
如图9-23所示,把不要加工的部位保护起来,用腐蚀溶液去腐蚀需加工(未保护区域)区金属,即可得到预先想得到的形状.可以看出,在化学铣削过程中,其铣削(金属溶解)是“全方位”进行的.即腐蚀不仅在深度方向,也同时在侧面进行,并呈圆弧状(H≈R).
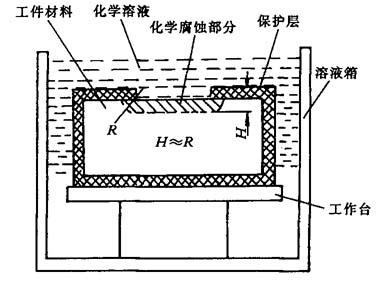
图9-23 化学铣削加工原理
9.4.1.2 工艺过程
(1)表面预处理 将工件表面清理干净并进行喷砂处理,工件表面应有一定粗糙度.
(2)涂防蚀涂层 其目的是保护不要加工的部位.防蚀涂层必须有良好的耐酸、碱性能,并与工件表面结合良好.目前防蚀层多用聚氯丁橡胶为基的合成橡胶或异丁烯异戊间二烯(2-甲基丁二烯)共聚物作防蚀层.
(3)刻蚀 依据样板的形状、尺寸,将待加工表面的防蚀层去掉.其方法是用手术刀沿样板轮廓切除耐蚀层.示意图见图9-24.一般将侧面腐蚀宽度B和腐蚀深度H之比定义为腐蚀系数K,即
K=2H/(W2-W1)=H/B
式中:K——腐蚀系数,根据腐蚀剂成分、浓度、工件材料等因素由实验确定;
H——腐蚀深度(mm);
B——侧面腐蚀宽度(mm);
W1——刻型尺寸(mm);

图9-24 刻型尺寸关系示意图
W2——最终腐蚀尺寸(mm).
(4)活化 有些金属材料,如奥氏体不锈钢和镍基合金件,表面易生钝化薄膜,具抗蚀能力,故在化铣前要经活化处理,每次5~10min,活化液为7~12当量的盐酸液.
(5)化铣 化学铣削的腐蚀剂随加工材料而有所不同,如表9-5所示.表中所列的腐蚀速率为平均值,实际上腐蚀速率的影响因素很多,如溶液浓度、温度、被加工材料的金相组织等.
化铣时,要注意大、小零件的装夹;注意溶液浓度的均匀、溶液的搅拌.取出零件后用清水冲洗.
表9-5 常用腐蚀液配方
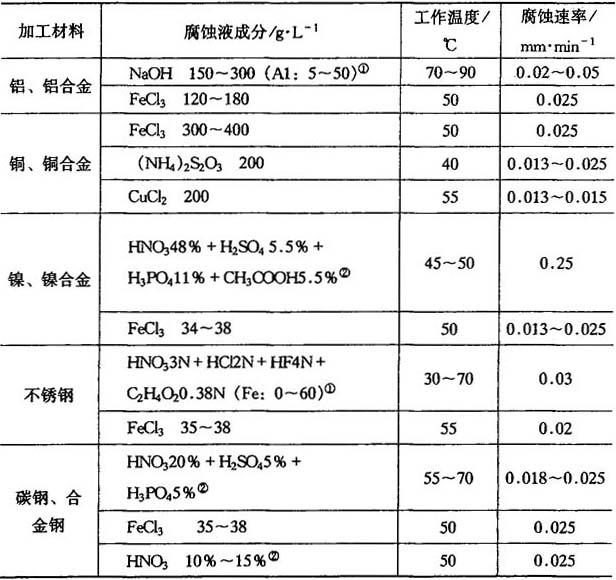

①为溶液中金属离子的允许含量.
②百分数均为体积比.
- 喌喌㦟是什么意思
- 喌喌叫是什么意思
- 喌喌喌是什么意思
- 喌喌翁是什么意思
- 喌喌(喌)是什么意思
- 喌物是什么意思
- 喍是什么意思
- 喎是什么意思
- 喎匾是什么意思
- 喎嘴子是什么意思
- 喏是什么意思
- 喏喏是什么意思
- 喏喏连声是什么意思
- 喏定是什么意思
- 喏样是什么意思
- 喐是什么意思
- 喐不得其正是什么意思
- 喐乜喐是什么意思
- 喐亲是什么意思
- 喐动是什么意思
- 喐喐贡是什么意思
- 喑是什么意思
- 喑
 是什么意思
是什么意思 - 喑是什么意思
- 喑是什么意思
- 喑是什么意思
- 喑是什么意思
- 喑乌叱咤是什么意思
- 喑付是什么意思
- 喑伏是什么意思
- 喑俳是什么意思
- 喑倒是什么意思
- 喑呜是什么意思
- 喑呜则山岳崩颓,叱咤则风云变色是什么意思
- 喑呜则山岳崩颓,叱咤则风云变色。是什么意思
- 喑呜叱咤是什么意思
- 喑呜意气是什么意思
- 喑咽是什么意思
- 喑哑是什么意思
- 喑哑叱咤是什么意思
- 喑哑牲口是什么意思
- 喑喑是什么意思
- 喑噁叱咤是什么意思
- 喑噎是什么意思
- 喑噫是什么意思
- 喑恶叱咤是什么意思
- 喑欭是什么意思
- 喑气吞声是什么意思
- 喑沉是什么意思
- 喑畏是什么意思
- 喑痱是什么意思
- 喑约是什么意思
- 喑聋是什么意思
- 喑门是什么意思
- 喑雁是什么意思
- 喑默是什么意思
- 喒是什么意思
- 喓是什么意思
- 喓喓是什么意思
- 喓喓草虫,趯趯阜螽。未见君子,忧心忡忡。亦既见止,亦既觏止,我心则降。是什么意思