型材的加工余量
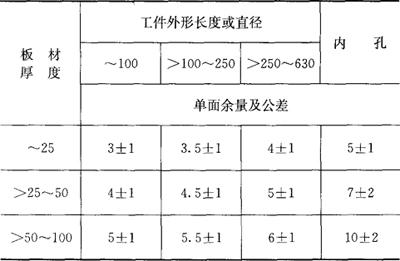
①气割板材毛坯机械加工余量(表7.1-1)。
表7.1-1 气割板材毛坯机械加工余量 (mm)
②热扎圆钢最小加工余量(表7.1-2)。
表7.1-2 热轧圆钢最小加工余量 (mm)
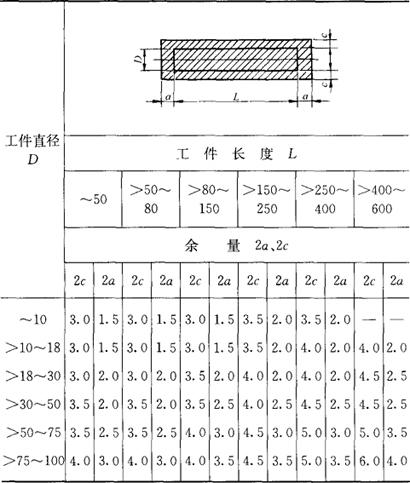
注:1.表中数值适用于淬火工件,若工件不需车去脱碳层,则直径余量可减少20%~25%。
2.决定毛坯直径应根据产品规格,选择相邻近的尺寸。
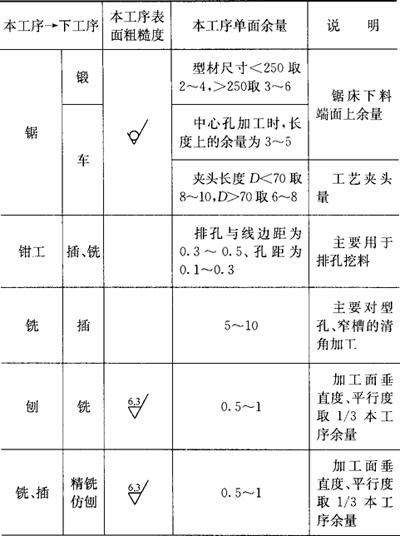
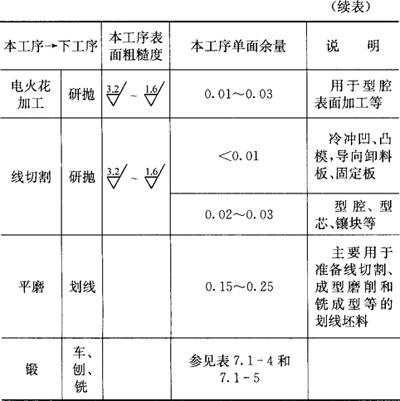
③中等尺寸模具零件加工工序余量(表7.1-3)。
表7.1-3 中等尺寸模具零件加工工序余量 (mm)
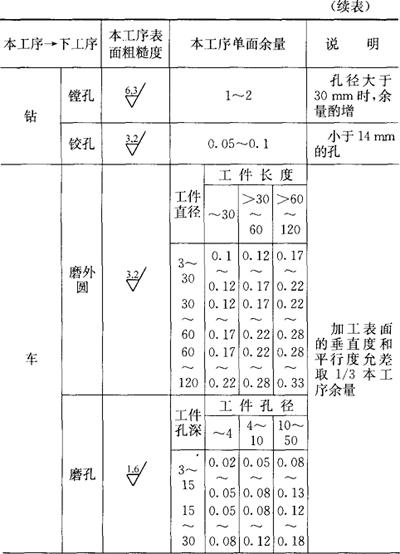
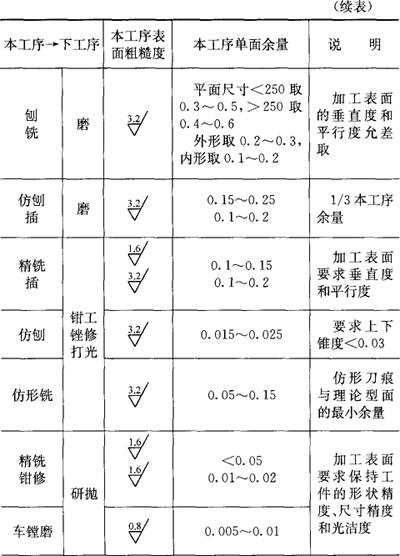
注:1.对于尺寸大于120mm或淬火易变形的工件,放磨余量约增大30%。
2.对Cr12、Cr12Mo、3Cr2W8V、W18Cr4V等难磨材料,磨削余量应酌情减小30%~50%。
- 蓑衣渡、水塘湾是什么意思
- 蓑衣渡之战是什么意思
- 蓑衣莲是什么意思
- 蓑衣莲是什么意思
- 蓓根的五亿法郎是什么意思
- 蓓蒂·黛维丝是什么意思
- 蓓蕾是什么意思
- 蓓顿是什么意思
- 蓖麻是什么意思
- 蓖麻丸是什么意思
- 蓖麻丸是什么意思
- 蓖麻叶是什么意思
- 蓖麻叶是什么意思
- 蓖麻叶是什么意思
- 蓖麻叶是什么意思
- 蓖麻夜蛾是什么意思
- 蓖麻子是什么意思
- 蓖麻子是什么意思
- 蓖麻子是什么意思
- 蓖麻子是什么意思
- 蓖麻子中毒是什么意思
- 蓖麻子丸是什么意思
- 蓖麻子丸是什么意思
- 蓖麻根是什么意思
- 蓖麻根是什么意思
- 蓖麻根是什么意思
- 蓖麻油是什么意思
- 蓖麻油是什么意思
- 蓖麻油是什么意思
- 蓖麻油是什么意思
- 蓖麻油是什么意思
- 蓖麻油是什么意思
- 蓖麻茧、木薯茧绢纺原料是什么意思
- 蓖麻蚕是什么意思
- 蓖麻蚕是什么意思
- 蓖麻蚕是什么意思
- 蓖麻蚕是什么意思
- 蓖麻蚕夏秋季采种是什么意思
- 蓖麻蚕病害及防治是什么意思
- 蓖麻蚕类是什么意思
- 蓖麻蚕越冬保种是什么意思
- 蓖麻蚕饲料是什么意思
- 蓖麻蚕饲育是什么意思
- 蓖齿苏铁是什么意思
- 蓝是什么意思
- 蓝是什么意思
- 蓝是什么意思
- 蓝是什么意思
- 蓝是什么意思
- 蓝世养告状是什么意思
- 蓝世聪是什么意思
- 蓝世钰是什么意思
- 蓝之英是什么意思
- 蓝乾亮是什么意思
- 蓝乾章是什么意思
- 蓝云祥是什么意思
- 蓝亚麻是什么意思
- 蓝仁坤是什么意思
- 蓝以文是什么意思
- 蓝健菖是什么意思