我国不锈钢焊条标准概述
我国国家标准GB/T 983-1995《不锈钢焊条》是国家技术监督局于1995年颁布的最新版本。本标准适用于手工电弧焊用的不锈钢焊条,这类焊条熔敷金属中的含铬量应大于10.5%,含铁量应超过任何其他元素。
焊条型号根据熔敷金属的化学成分、药皮类型、焊接位置及焊接电流种类划分,见表3.2-1和表3.2-2。
表3.2-1 熔敷金属化学成分(GB/T 983-1995)
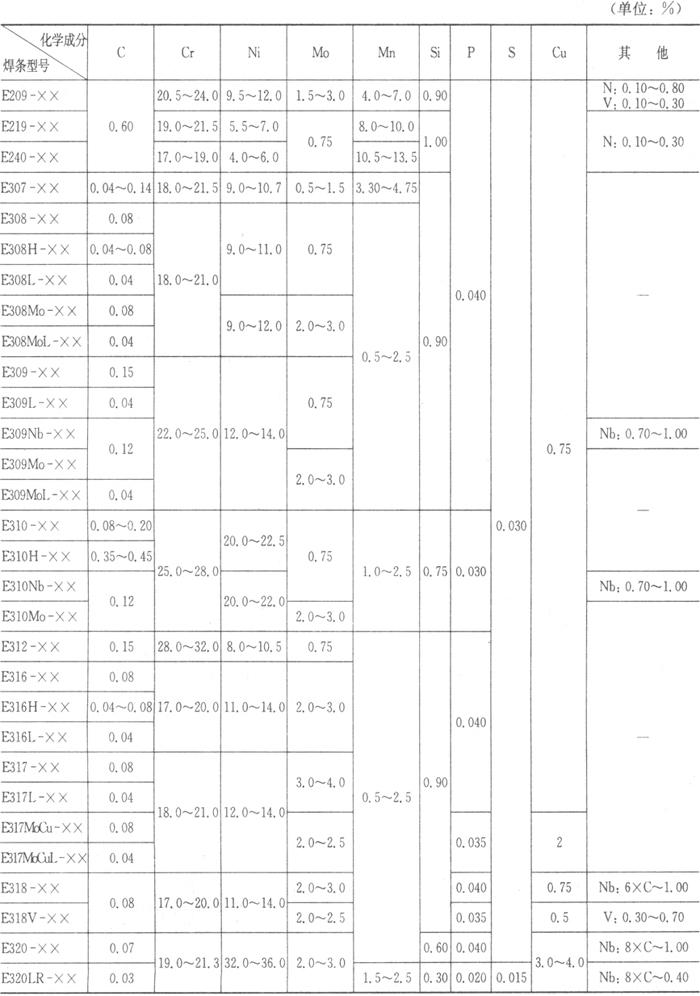
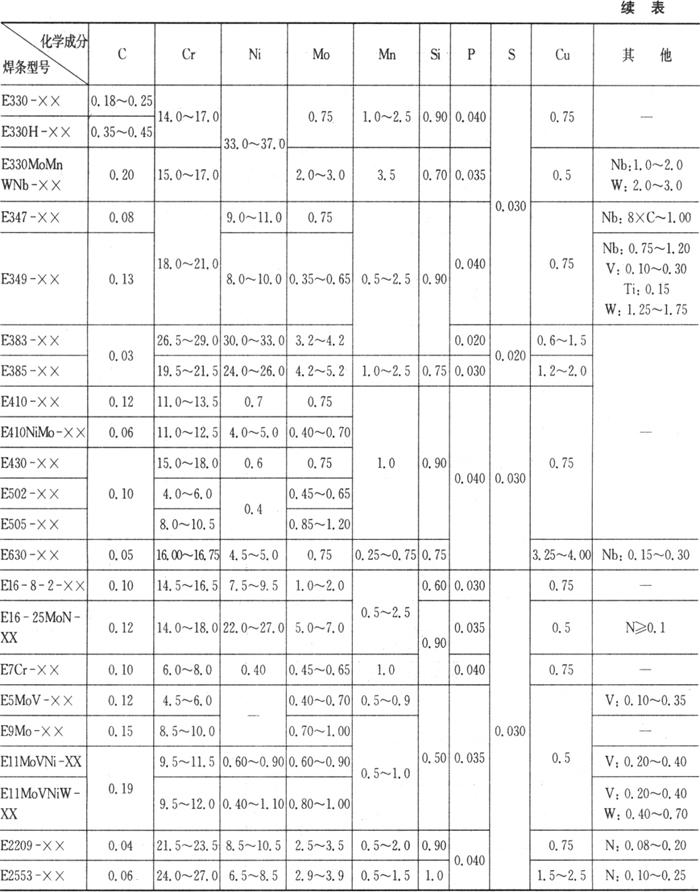
注:①表中单值均为最大值。
②当对表中给出的元素进行化学分析还存在其他元素时,这些元素的总量不得超过0.5%(铁除外)。
③焊条型号中的字母L表示含碳量较低,H表示含碳量较高,R表示碳、磷、硅含量较低。
④E502、E505、E7Cr、E5Mo、E9Mo型焊条将放入下次修订的GB 5118《低合金钢焊条》标准中,而从本标准中删除。
⑤后缀-××表示-15、-16、-17、-25或-26。
表3.2-2 焊接电流及焊接位置(GB/T 983-1995)
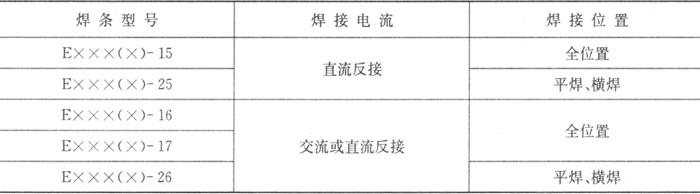
注:直径等于和大于5.0mm焊条不推荐全位置焊接。
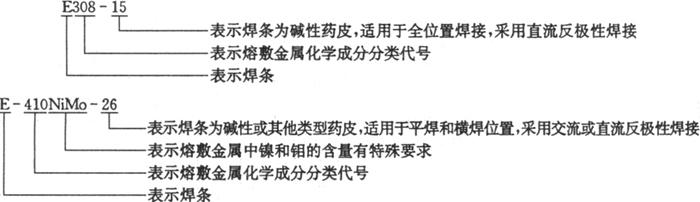
型号中,字母“E”表示焊条,“E”后面的数字表示熔敷金属化学成分的分类代号,如果化学成分有特殊要求,则该化学成分用元素符号表示放在数字后面。短划“-”后面的两位数字表示焊条的药皮类型、焊接位置及焊接电流种类。
焊条型号举例如下:
熔敷金属的力学性能见表3.2-3。
表3.2-3 熔敷金属力学性能(GB/T 983-1995)
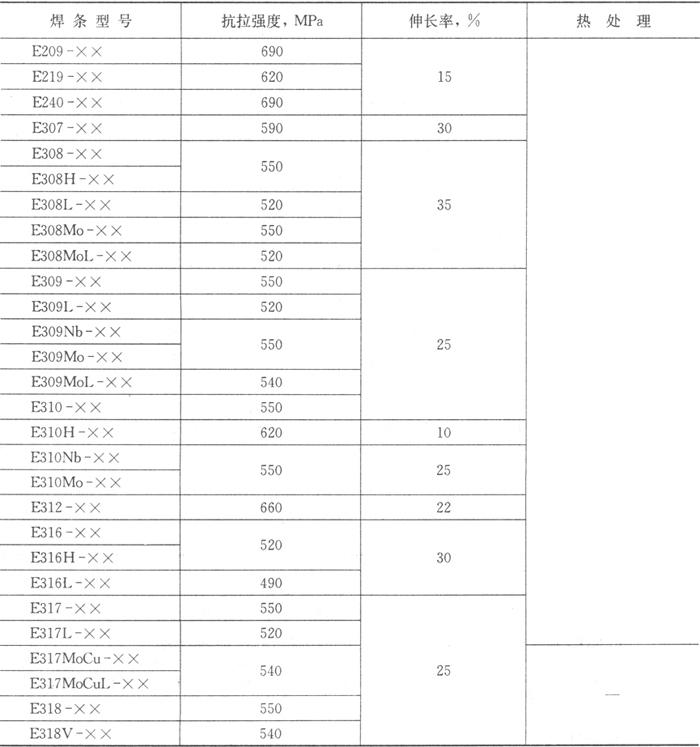
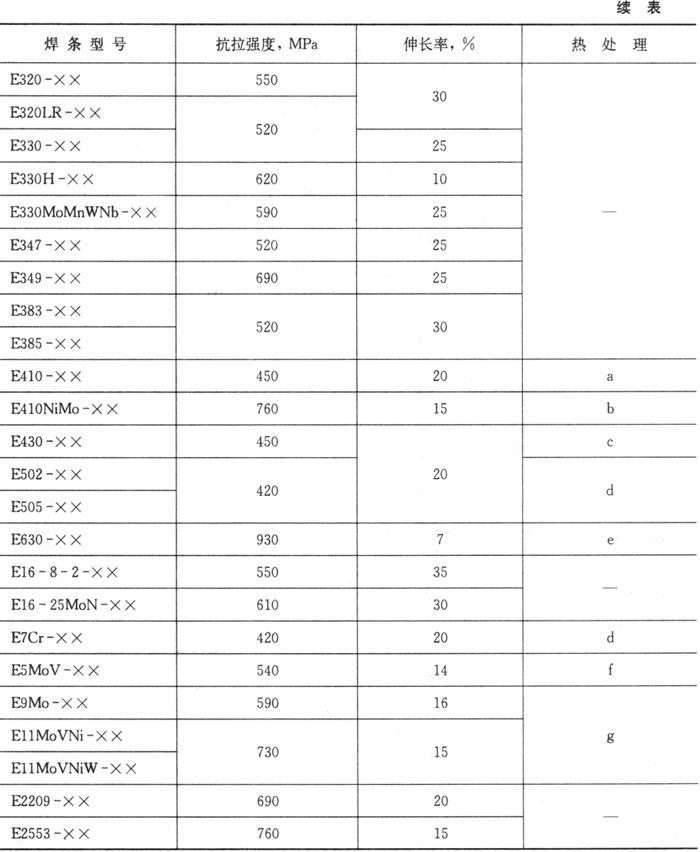
注:①表中的数值均为最小值。
②热处理栏中的字母表示的内容为:
a试件在730~760℃保温1h,以不超过60℃/h的速度随炉冷至315℃,然后空冷。
b试件在595~620℃保温1h,然后空冷。
c试件在760~790℃保温2h,以不超过55℃/h的速度随炉冷至595℃,然后空冷。
d试件在840~870℃保温2h,以不超过55℃/h的速度随炉冷至595℃,然后空冷。
e试件在1025~1050℃保温1h后空冷到室温,随后再加热至610~630℃保温4h,进行沉淀硬化处理,然后空冷到室温。
f试件在740~760℃保温4h,然后空冷。
g试件在730~750℃保温4h,然后空冷。
GB/T 983-1995的前身是GB 983-1985,在GB 983-1985中焊条型号是以熔敷金属的含碳量、铬元素和镍元素的百分比含量以及附加元素的化学符号(及其含量)来表示的。两者的表示方法差异很大。由于在某些场合可能仍然会出现以老型号来表示不锈钢焊条,故在表3.2-4中列出不锈钢焊条新旧型号的对照。
表3.2-4 不锈钢焊条新旧型号对照
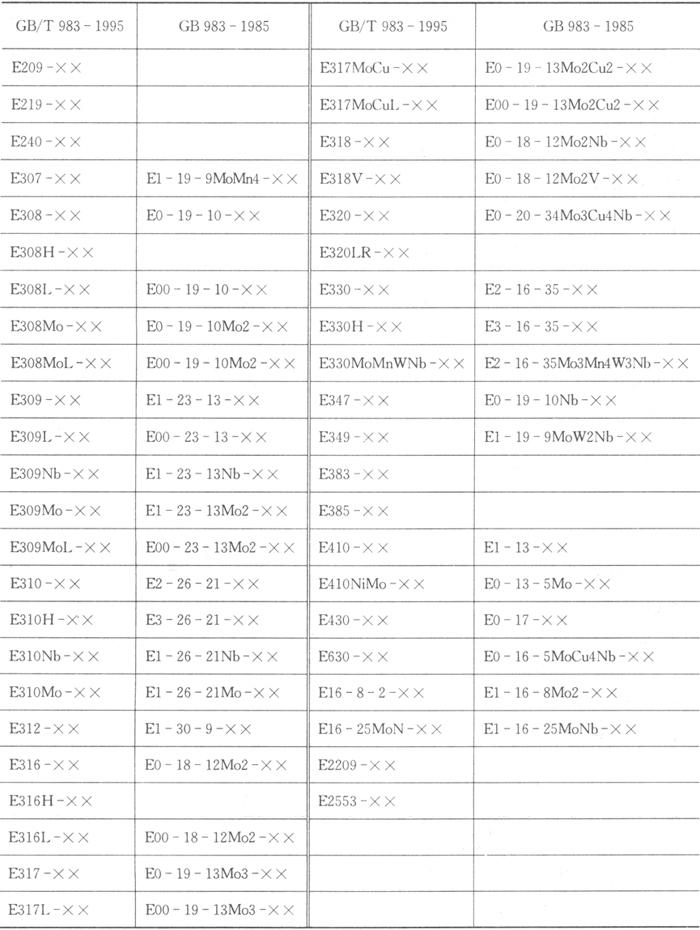
从表3.2-4可以看出,对照GB 983-1985,在新标准中增加了含锰、含氮的E209、E219和E240等不锈钢焊条,成分在上限的E308H和E316H焊条,含低残留元素的E320LR焊条,超低碳Cr28Ni32Mo4Mn2Cu型的E383焊条,超低碳Cr20Ni25Mo5Mn2Cu型的E385焊条以及双相不锈钢E2209和E2553焊条。
- 武当太极拳社是什么意思
- 武当山是什么意思
- 武当山是什么意思
- 武当山是什么意思
- 武当山是什么意思
- 武当山是什么意思
- 武当山是什么意思
- 武当山是什么意思
- 武当山宫观道乐是什么意思
- 武当山庙是什么意思
- 武当山庙是什么意思
- 武当山庙是什么意思
- 武当山紫霄殿是什么意思
- 武当山行是什么意思
- 武当山金殿是什么意思
- 武当救世丸是什么意思
- 武当武术是什么意思
- 武当纯阳秘功是什么意思
- 武当群地质特征是什么意思
- 武彪是什么意思
- 武彻满是什么意思
- 武德七年(公元624年)是什么意思
- 武德三年(公元620年)是什么意思
- 武德二年(公元619年)是什么意思
- 武德五年(公元622年)是什么意思
- 武德元年(公元618年)是什么意思
- 武德八年(公元625年)是什么意思
- 武德励进会是什么意思
- 武德四年(公元621年)是什么意思
- 武德末是什么意思
- 武德沃斯是什么意思
- 武德沃斯是什么意思
- 武德皇后(郗徽)是什么意思
- 武德福是什么意思
- 武心奎是什么意思
- 武忠森是什么意思
- 武思举是什么意思
- 武思光是什么意思
- 武恬是什么意思
- 武悼皇后(杨芷)是什么意思
- 武惕予是什么意思
- 武惠妃是什么意思
- 武成庙诸葛论功是什么意思
- 武成永固大将军炮是什么意思
- 武成泉是什么意思
- 武打片是什么意思
- 武承仁是什么意思
- 武承休是什么意思
- 武承嗣是什么意思
- 武拜是什么意思
- 武挑是什么意思
- 武振平是什么意思
- 武敬皇后(臧爱亲)是什么意思
- 武文是什么意思
- 武文直是什么意思
- 武斌是什么意思
- 武斗是什么意思
- 武断专横是什么意思
- 武断乡曲是什么意思
- 武斯泰纳是什么意思