锤上自由锻工艺举例
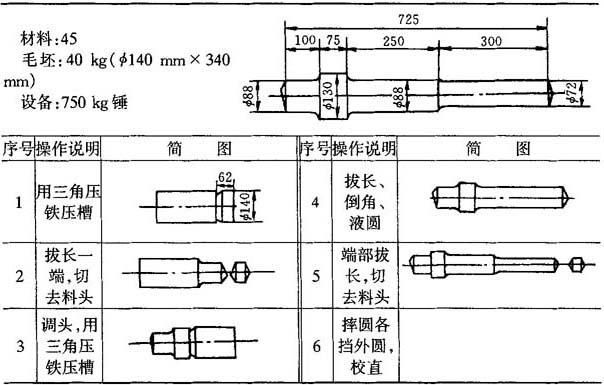
7.1.2.1 台阶轴的锻造
台阶轴的锻造见表7-6.
表7-6 台阶轴的锻造
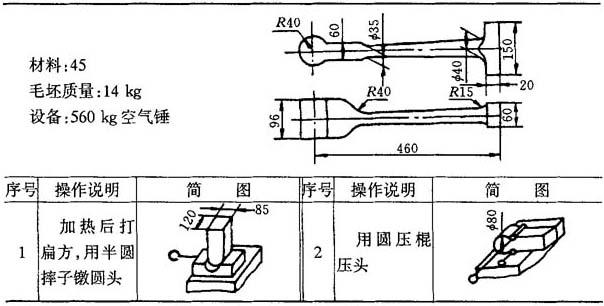
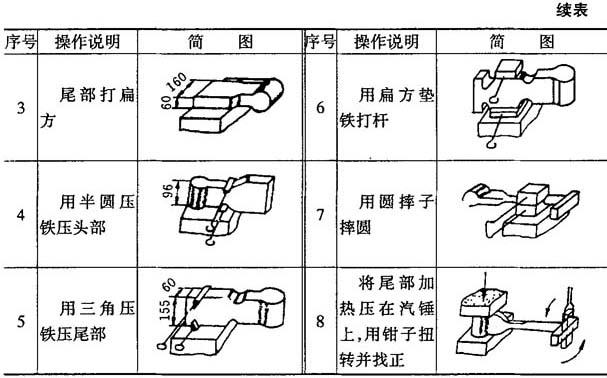
7.1.2.2 连杆的锻造
连杆的锻造见表7-7.
表7-7 连杆的锻造
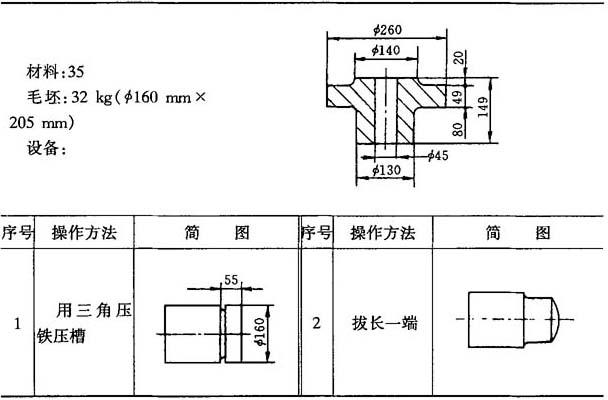
7.1.2.3 压盖的锻造
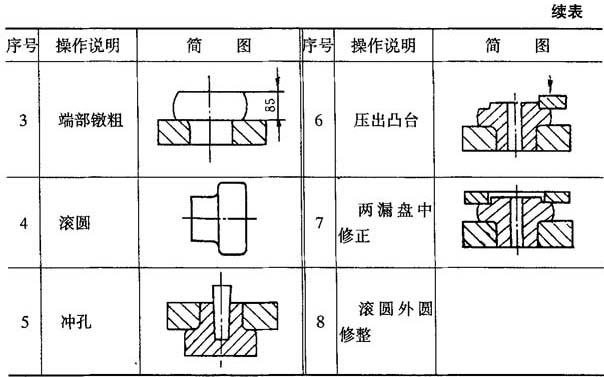
压盖的锻造见表7-8.
表7-8 压盖的锻造
7.1.2.4 195型单拐曲轴的全纤维锻造
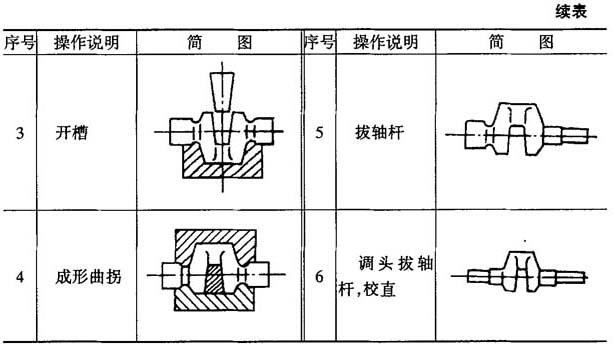
195型单拐曲轴的全纤维锻造见表7-9.
表7-9 195型单拐曲轴的全纤维锻造
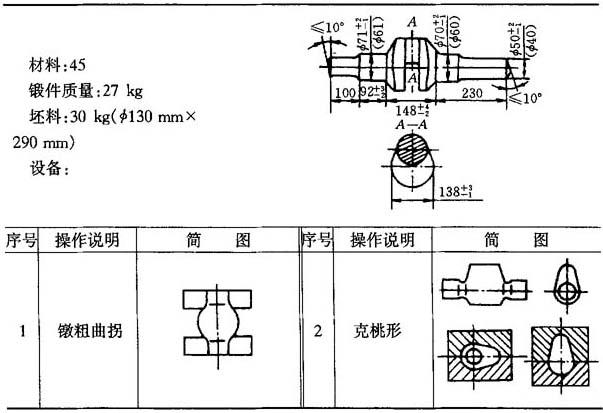
注:1.本方案特点是保证纤维分布与锻件外形一致,钢坯中心线与曲轴轴心也基本一致,机械加工时纤维不被切断,钢坯轴心部分的杂质和偏析不外露,故产品力学性能好.
2.主要靠胎具成形,公差余量校可节约金属和节省机加工工时.
3.本方案适用于批量较大的情况.
7.1.2.5 C-45曲轴的锻造
C-45曲轴的锻造见表7-10.
表7-10 C-45曲轴的锻造
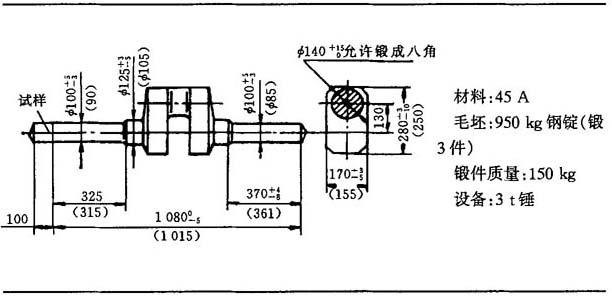
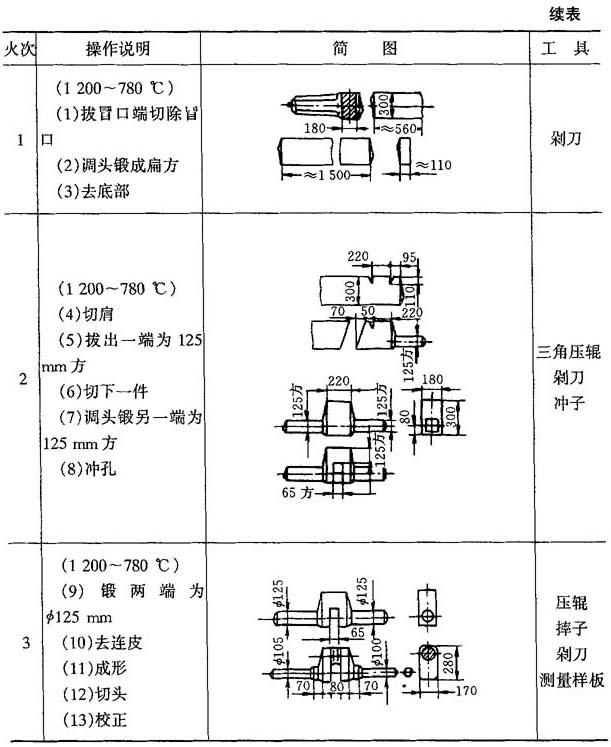
注:本件锻造时应考虑曲拐处因切肩和锻轴颈时引起的拉缩,切肩前锻扁方坯时在高度方向应留有足够的修正余量;仅从一边切肩时,一般留量取曲拐高度的12%;两边都切肩时取25%;本件由于曲拐两侧有斜度故留量较小一些.
7.1.2.6 20t吊钩的锻造
20t吊钩的锻造见表7-11.
表7-11 20t吊钩的锻造
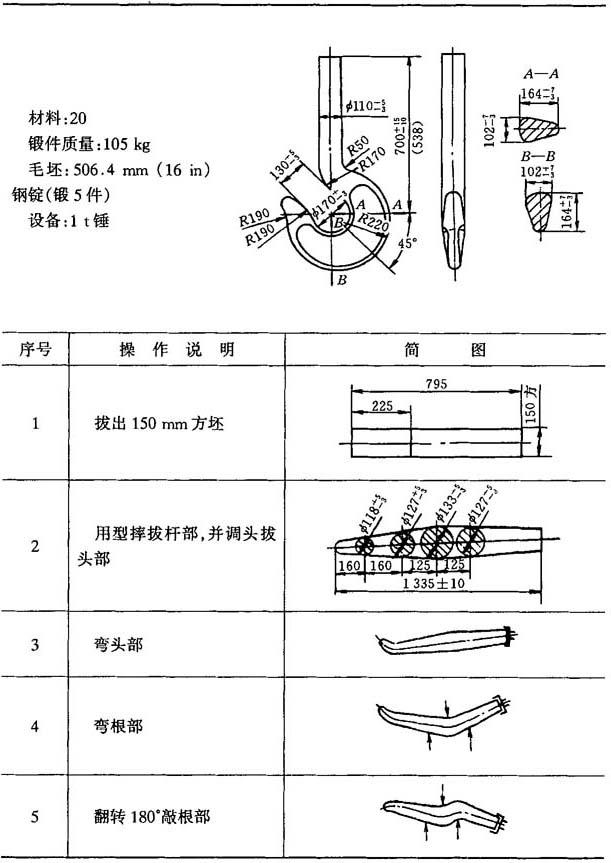
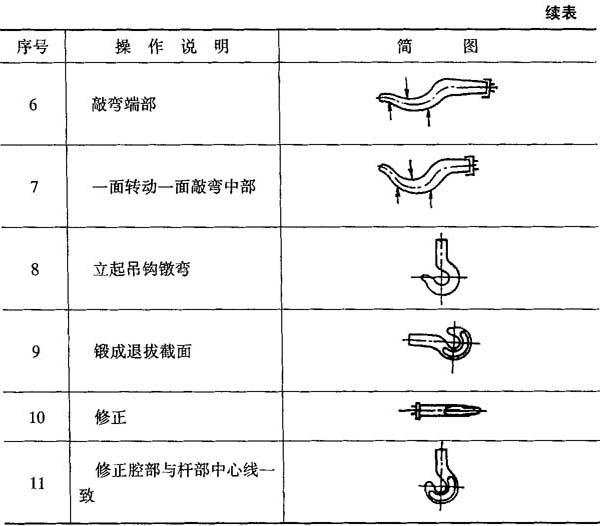
注:1.弯曲前锻坯尺寸应估计到弯曲时断面拉缩(断面形状变化,断面积减校坯料长度略有拉长),弯曲的圆角半径越校弯曲角越大,走样越厉害;另外还应考虑到锻退拔截面时,沿轴向有伸长,断面要减校因此锻坯各处的断面积比锻件的断面积应大些,约大18%~20%,在A—A断面处大25%~30%,有些厂取的还要更大些;各段的长度则应比锻件弯轴线的展开长度相应地缩短些.
2.本方案适用单件小批生产的情况当操作经验不足时,火次可能较多,锻后内部晶粒度可能较大,影响产品力学性能,因此,当批量较大时最好采用胎模焖形.
3.吊钩采用弯曲成形可保证锻件的纤维组织分布合理,与几何外形基本一致,锻坯轴心部分的杂质和偏析不外露,产品的力学性能比用切割或气割法的要好.
7.1.2.7 十字钎头的锻造
十字钎头的锻造见表7-12.
表7-12 十字钎头的锻造
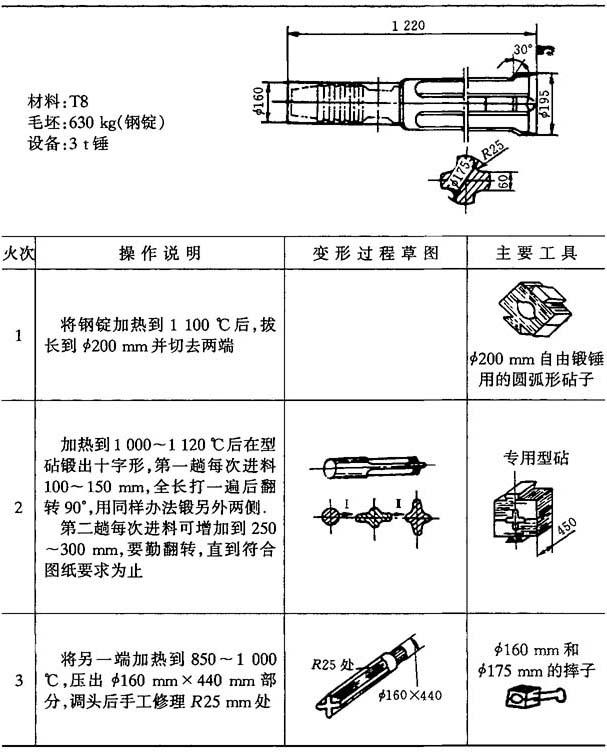
注:1.采用型砧进行锻造,十字头处锻后不再加工,节约了大量机加工工时和原材料,并由于金属纤维方向分布与锻件外形一致,故钎头的强度提高了
2.加热好的坯料应尽快取出锻打,以防T8钢脱碳.
3.钎头的刃部是在专用的镦钎机上镦出的.
- (三) 爱国卫生运动是什么意思
- (三)爱国卫生运动与“除四害”是什么意思
- (三)爱国卫生运动的新发展是什么意思
- (三)牛是什么意思
- (三) 牛羊肉销售是什么意思
- (三)牧业合作社的管理体制是什么意思
- (三)牧业器械设备是什么意思
- (三)牧业生产责任制的建立过程是什么意思
- (三)牧业用地是什么意思
- (三)牧区工作是什么意思
- (三)牧区精神文明建设成果是什么意思
- (三)牧草地是什么意思
- (三)牧草病虫害是什么意思
- (三)物理学部分是什么意思
- (三)物耗比重降低,净产值增加是什么意思
- (三) 物资投入是什么意思
- (三)牲畜是什么意思
- (三)牲畜、林木、果树的处理是什么意思
- (三)特有珍稀树种是什么意思
- (三)特种水产品苗种繁育是什么意思
- (三) 特种类是什么意思
- (三) 狠抓关键措施重点突破是什么意思
- (三)狠抓纠纷械斗的预防和调处是什么意思
- (三)猪、禽良种繁育体系是什么意思
- (三) 猪肉是什么意思
- (三)猪肉销售价格是什么意思
- (三)猪良种繁育体系是什么意思
- (三)猴头菇是什么意思
- (三)玉林农业学校是什么意思
- (三)玉林地区率先实现农村电话程控化是什么意思
- (三)玉林市龙船服装专业市场是什么意思
- (三) 玉泉路粮油批发市场是什么意思
- (三)玉米是什么意思
- (三)玉米与气候是什么意思
- (三)玉米杂交种丹玉13号是什么意思
- (三)玉米生产技术是什么意思
- (三)玉米病虫害是什么意思
- (三) 环保法制建设与环境管理工作是什么意思
- (三)现代畜牧业生产体系逐步配套是什么意思
- (三)现代科技推广应用是什么意思
- (三)现代租赁业务向国际化发展是什么意思
- (三)现代租赁的基本特点是什么意思
- (三) 现存古树资源是什么意思
- (三)现有古树是什么意思
- (三) 现金收入是什么意思
- (三)现金收支统计是什么意思
- (三) 珍稀兽类资源是什么意思
- (三)珍稀树种资源是什么意思
- (三)珍稀濒危保护树种是什么意思
- (三)珍稀濒危树种是什么意思
- (三)珍稀濒危鸟类资源是什么意思
- (三)珍贵特用林是什么意思
- (三)珍贵稀有动物是什么意思
- (三)珠海市是什么意思
- (三)瓜果产品产购销是什么意思
- (三) 瓜果类是什么意思
- (三) 甘南高原牧林区是什么意思
- (三)甘蔗是什么意思
- (三)甘蔗收购价格是什么意思
- (三)甘蔗综示区是什么意思