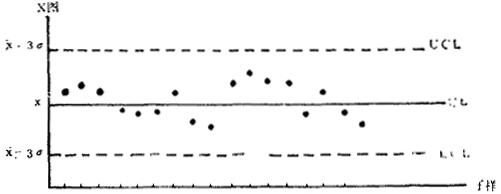
又称平均值极差控制图。国外企业为提高产品质量而广泛采用的一种管理技术。 代表平均数;R代表极差,即组内最大值与最小值之差,也是波动度。是将X控制图和R控制图联用的一种形式,包括
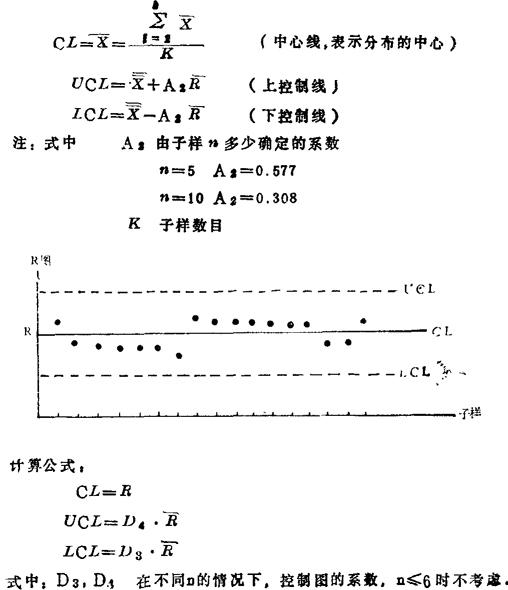
代表平均数;R代表极差,即组内最大值与最小值之差,也是波动度。是将X控制图和R控制图联用的一种形式,包括 图和R图。X图主要用来分析产品某一部位标准如尺寸等平均值的变化(组间变异);R图用来分析观察某一工序标准偏差的变化(组内变异)。
图和R图。X图主要用来分析产品某一部位标准如尺寸等平均值的变化(组间变异);R图用来分析观察某一工序标准偏差的变化(组内变异)。
 控制图根据产品质量标准,或在可以作为标准的平均水平基础上,计算一定的控制界限线。具体步骤是:(1)按时间顺序或生产顺序取样本,并填入
控制图根据产品质量标准,或在可以作为标准的平均水平基础上,计算一定的控制界限线。具体步骤是:(1)按时间顺序或生产顺序取样本,并填入 记录表中,即填写X1,X2……;(2)计算每组平均值X;(3)计算每组极差R;(4)计算各组平均值的平均值
记录表中,即填写X1,X2……;(2)计算每组平均值X;(3)计算每组极差R;(4)计算各组平均值的平均值 ,即中心线;(5)计算各组极差的平均值R;(6)计算
,即中心线;(5)计算各组极差的平均值R;(6)计算 图的上、下控制线;(7)计算R图的上、下控制线;(8)作控制图;(9)必要时计算工序能力指数Cp值和Cpk值。
图的上、下控制线;(7)计算R图的上、下控制线;(8)作控制图;(9)必要时计算工序能力指数Cp值和Cpk值。
图示见下:
计算公式:
在一般情况下,根据数理统计原理单值控制图如 图,上、下限控制数的取值为
图,上、下限控制数的取值为 ,一般以S代替δ。
,一般以S代替δ。
工序能力指数Cp,也称工程能力指数,说明该道工序能够稳定地生产某种程度质量产品的能力,一般用实际尺寸分布范围(或称加工精度)B=6σ来表示,计算公式为:

式中:T为公差范围,
注:一般σ表示母件的标准差,S表示子样的标准差。在计算时多以S代替σ求解近似值 -公差的上界,下界。
-公差的上界,下界。
 图可以敏感地发现生产过程中出现的不正常现象,或产品质量的下降迹象,从而可以及时地采取措施予以解决,以保证产品质量的稳定和不断地提高。
图可以敏感地发现生产过程中出现的不正常现象,或产品质量的下降迹象,从而可以及时地采取措施予以解决,以保证产品质量的稳定和不断地提高。
- 无锡县灯具厂是什么意思
- 无锡县电化厂是什么意思
- 无锡县电器厂是什么意思
- 无锡县电容器厂是什么意思
- 无锡县电梯厂是什么意思
- 无锡县立乙种实业学校是什么意思
- 无锡县立女子师范是什么意思
- 无锡县第二塑料厂是什么意思
- 无锡县纺织配件厂是什么意思
- 无锡县采油设备厂是什么意思
- 无锡县针织厂是什么意思
- 无锡县银行是什么意思
- 无锡县风机厂是什么意思
- 无锡古运河饮料食品厂是什么意思
- 无锡史志是什么意思
- 无锡史话是什么意思
- 无锡叶片厂是什么意思
- 无锡各界抗敌后援会是什么意思
- 无锡各界抗日联合会是什么意思
- 无锡和平电器有限公司是什么意思
- 无锡商业大厦是什么意思
- 无锡商团是什么意思
- 无锡商场是什么意思
- 无锡国学专修馆是什么意思
- 无锡国术研究团是什么意思
- 无锡图书馆协会会报是什么意思
- 无锡地区反“清乡”斗争是什么意思
- 无锡地理是什么意思
- 无锡垃圾处理实验厂是什么意思
- 无锡城市科学研究是什么意思
- 无锡大众化工厂是什么意思
- 无锡大戏院是什么意思
- 无锡大饭店有限公司是什么意思
- 无锡天主教教堂是什么意思
- 无锡太湖乐园有限公司是什么意思
- 无锡太湖景明楼宾馆有限公司是什么意思
- 无锡太湖钢窗厂是什么意思
- 无锡太湖锅炉厂是什么意思
- 无锡奇美皮革有限公司是什么意思
- 无锡妇女是什么意思
- 无锡学社是什么意思
- 无锡守城战是什么意思
- 无锡小教同志联合会是什么意思
- 无锡展览馆是什么意思
- 无锡工人纠察队是什么意思
- 无锡工具量具厂是什么意思
- 无锡市是什么意思
- 无锡市三利纺织印染集团公司是什么意思
- 无锡市三星轻工集团公司钢球厂是什么意思
- 无锡市三阳公司是什么意思
- 无锡市业余射击航模运动学校是什么意思
- 无锡市丝绸服装厂是什么意思
- 无锡市中医医院是什么意思
- 无锡市中国旅行社是什么意思
- 无锡市中青年经济社会发展研究会是什么意思
- 无锡市临床医学实验研究所是什么意思
- 无锡市乒乓球协会是什么意思
- 无锡市书画院是什么意思
- 无锡市五金工具集团公司是什么意思
- 无锡市人民印刷厂是什么意思