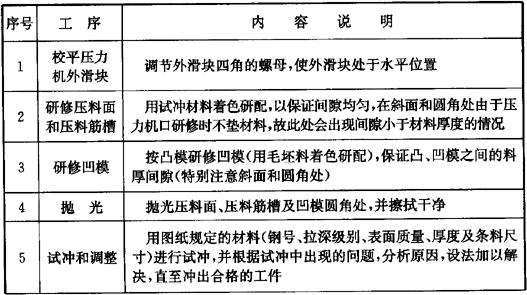
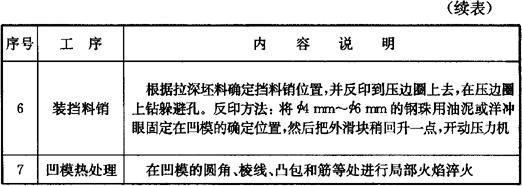
(一)冷冲模试模与调整的要求(表6.1-25)
表6.1-25 试模与调整的内容与要求
(三)冲裁模的试模与调整
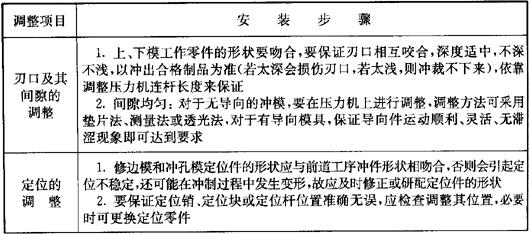
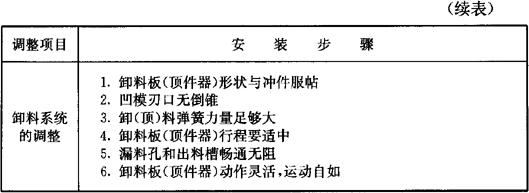
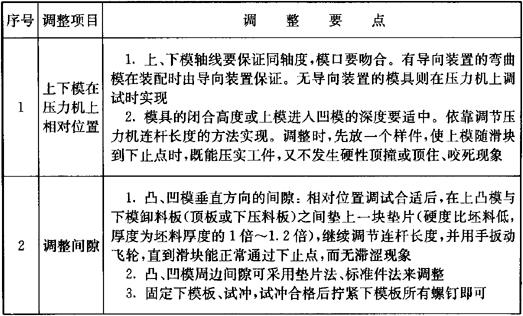
1.调整项目(表6.1-28)
表6.1-28 冲裁模的调整
2.调整方法
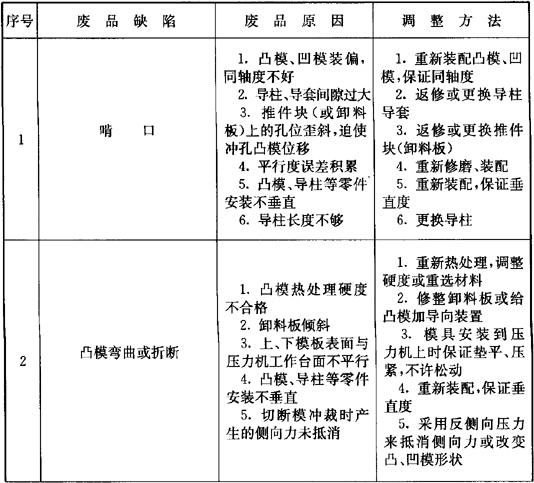
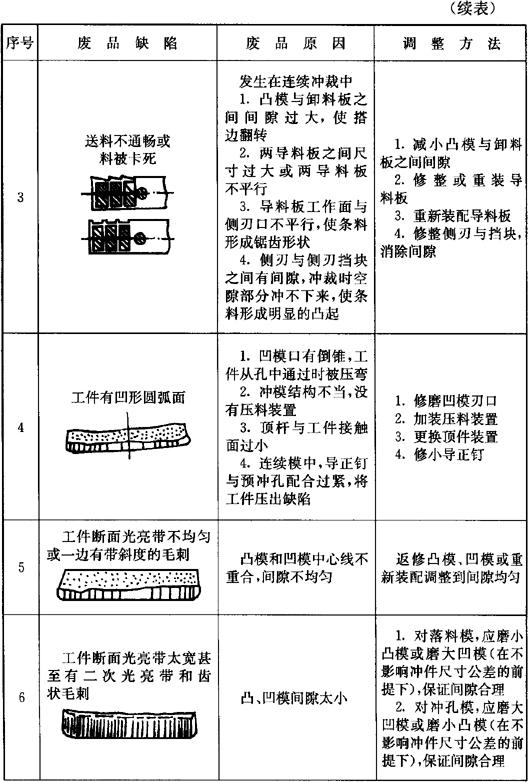
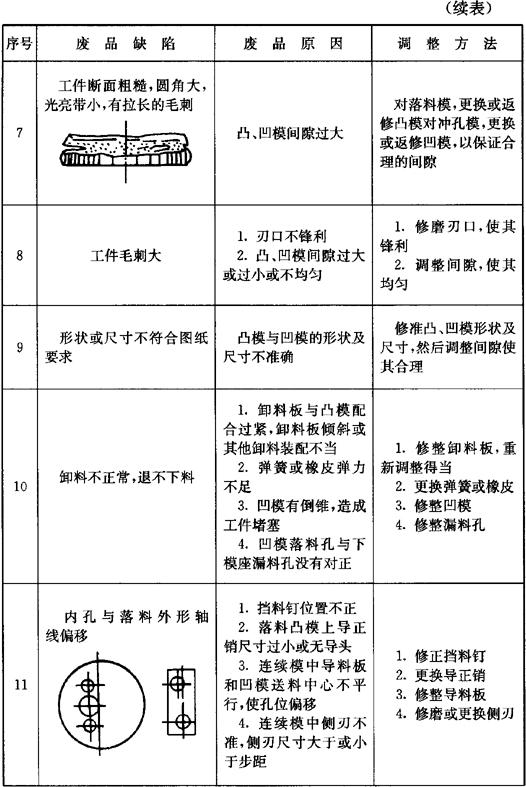
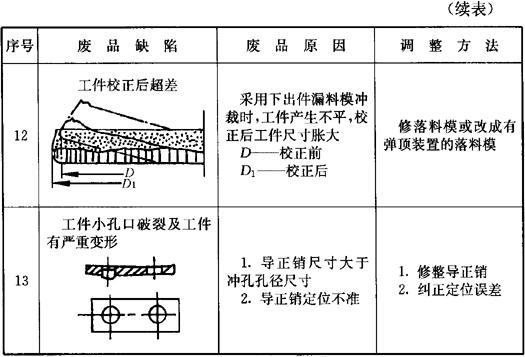
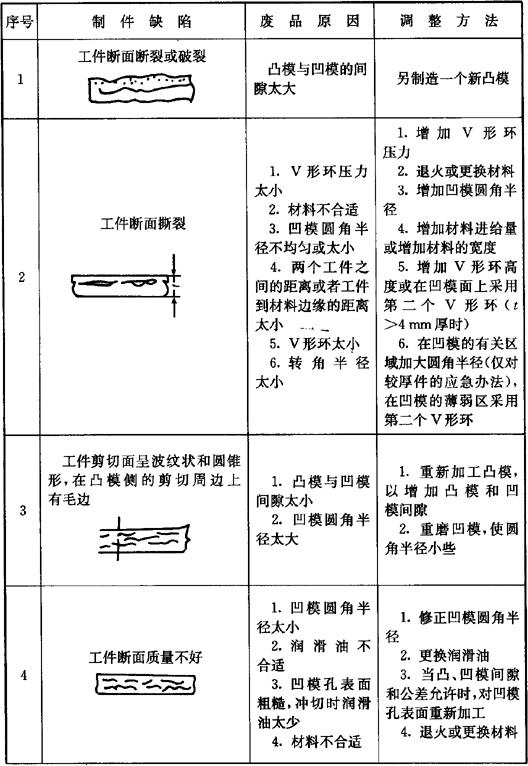
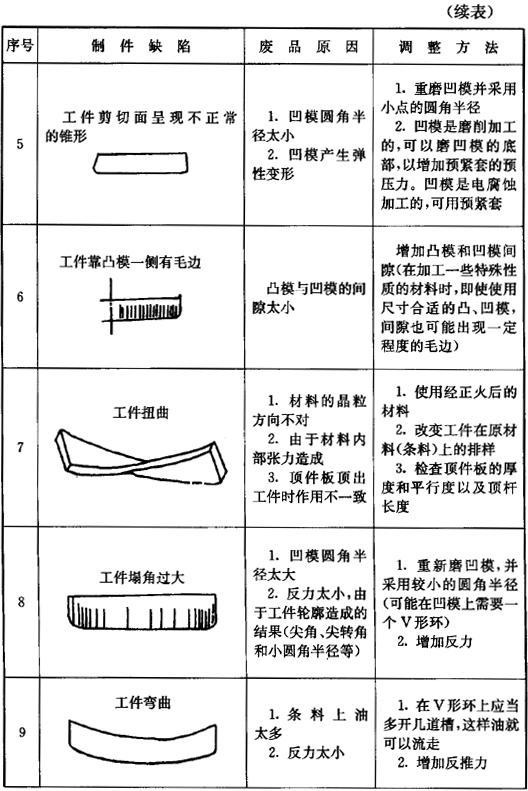
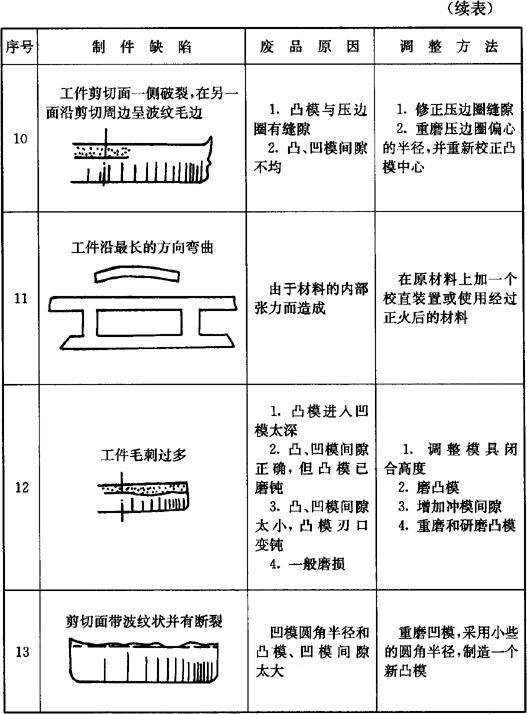
冲裁模调整时常见的缺陷和解决办法见表6.1-29。
表6.1-29 冲裁件常见缺陷和解决办法
(四)弯曲模的试模与调整
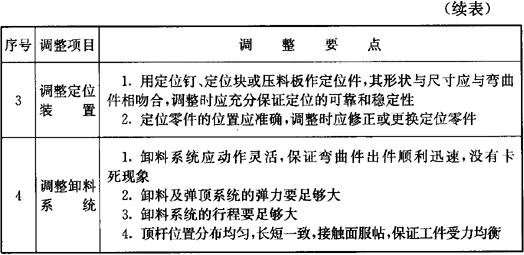
1.调整项目及要点(表6.1-30)
表6.1-30 弯曲模的调整项目及要点
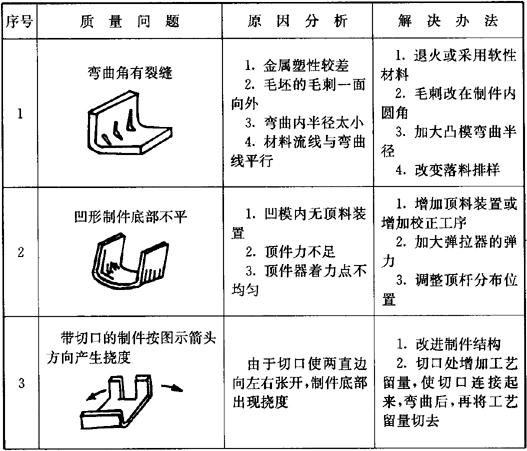
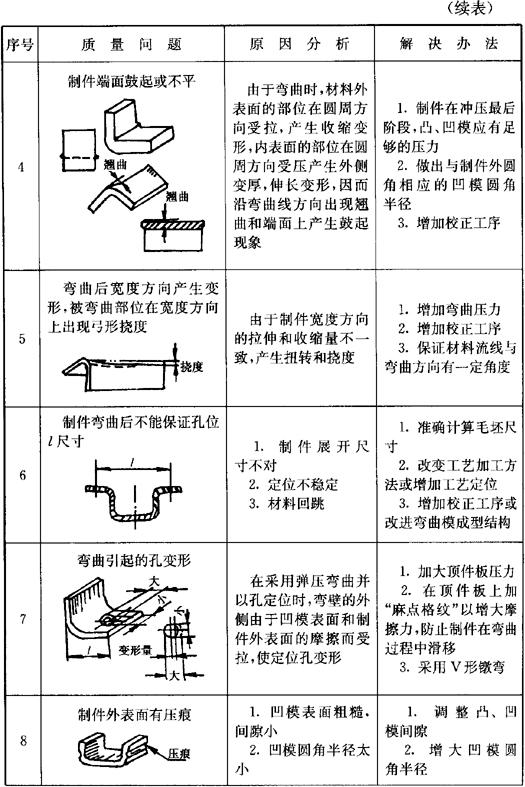
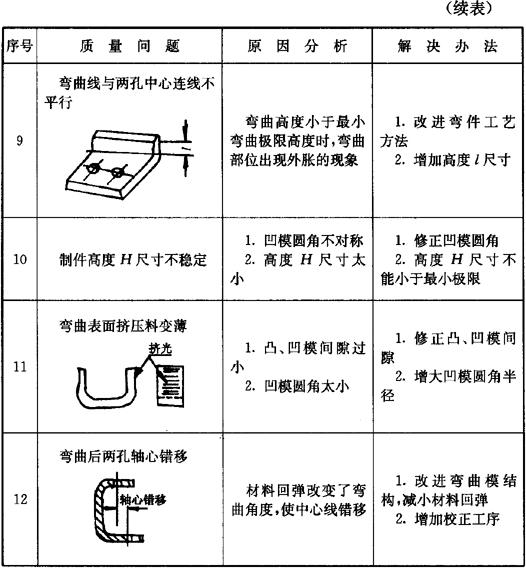
2.调整方法(表6.1-31)
表6.1-31 弯曲件常见缺陷及调整方法
(五)拉深模的调整
1.调整项目
(1)进料阻力的调整
拉深模主要缺陷是冲件出现开裂和皱纹,其根源是进料阻力大小不合适。若进料阻力大,则产生开裂;若小则产生皱纹。故调整拉深模的关键是调整进料阻力的大小。
调整方法见表6.1-32。
表6.1-32 调整拉深模进料阻力的方法
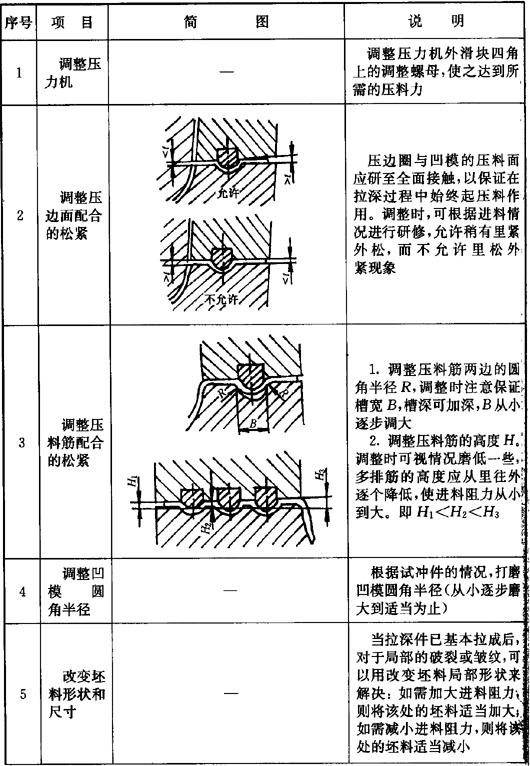
(2)拉深深度的调整
拉深件的缺陷往往出现在局部,采用分段逐步调整的方法,可较容易找出其根源并加以消除。调整时可把拉深深度分作2段~3段来进行,先将较浅的一段调整好,再往下调较深的一段,可分段进行,直至调到所需深度。
(3)间隙调整
采用标准件调整法。预先做好一个样件,调整时,上模紧固在压力机滑块上,下模放在工作台上先不固紧,将样件放入凹模内,使上、下模对中吻合,即可保证间隙均匀合理。
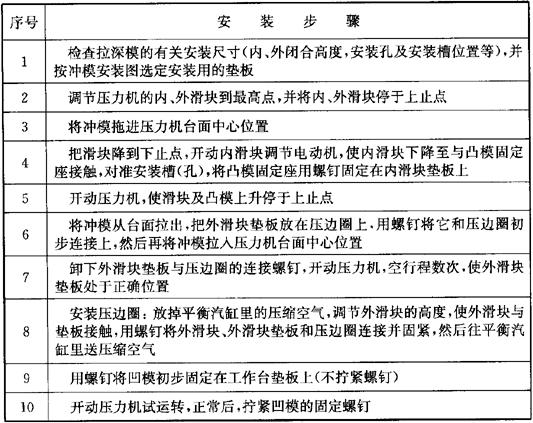
2.调整程序(表6.1-33)
表6.1-33 在双动压力机上调整拉深模的程序
3.调整方法
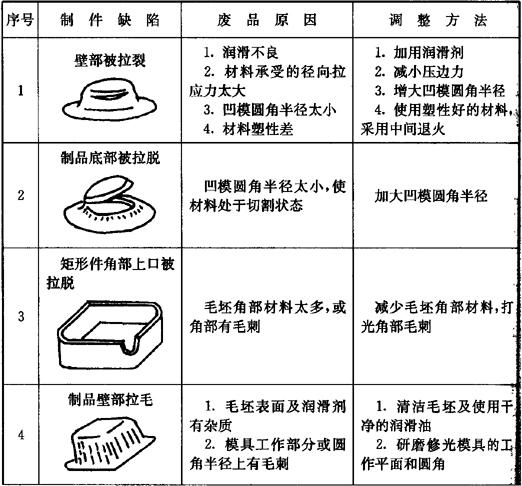
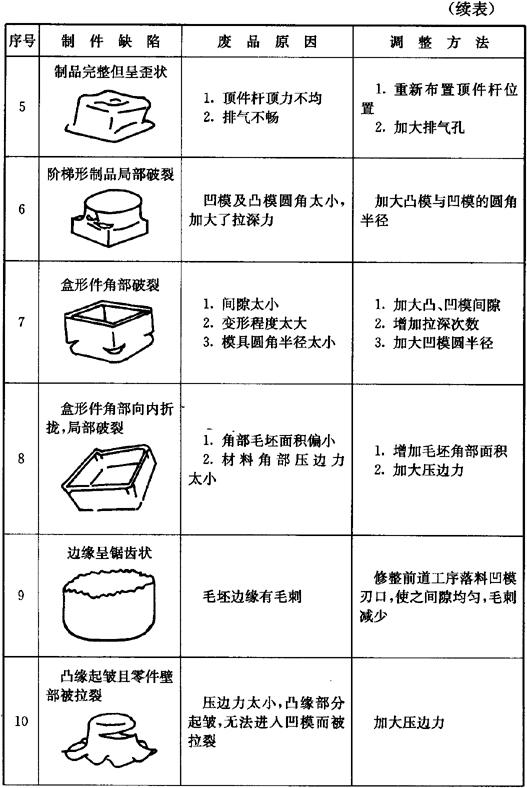
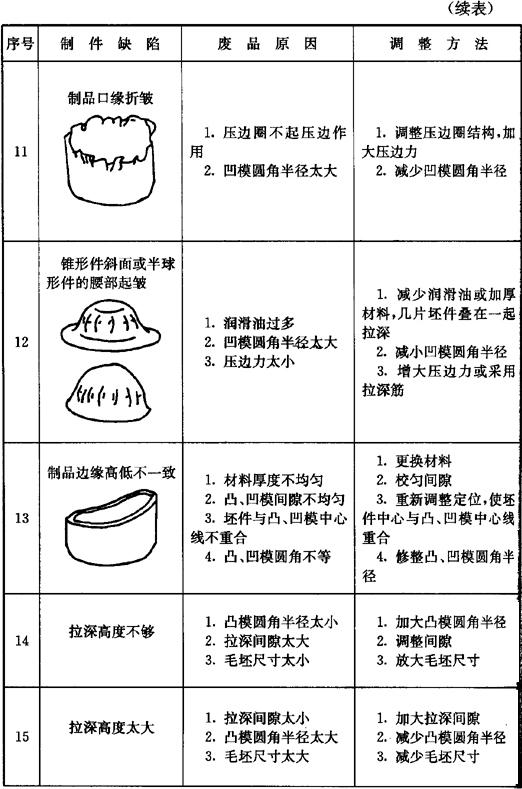
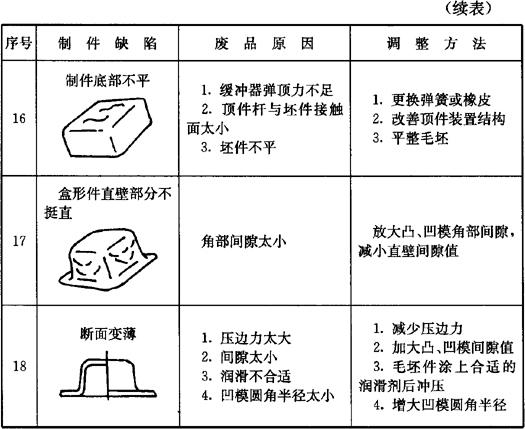
拉深模调整时常见问题和解决方法见表6.1-34。
表6.1-34 拉深件常见缺陷及调整方法
(六)翻边模的试模与调整
1.内孔翻边模的调整方法(表6.1-35)
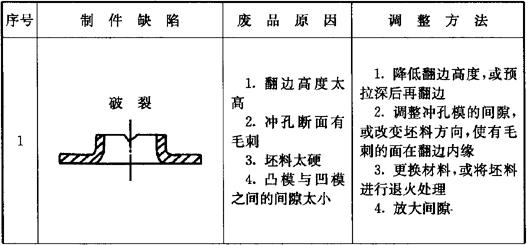
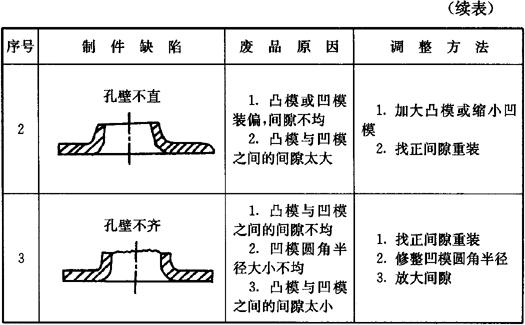
表6.1-35 内孔翻边模常见缺陷和调整方法
2.外缘翻边模的调整方法(表6.1二36)
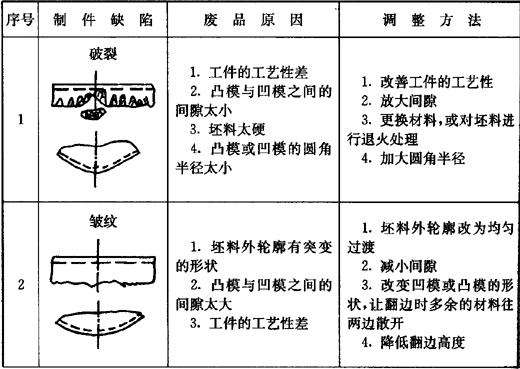
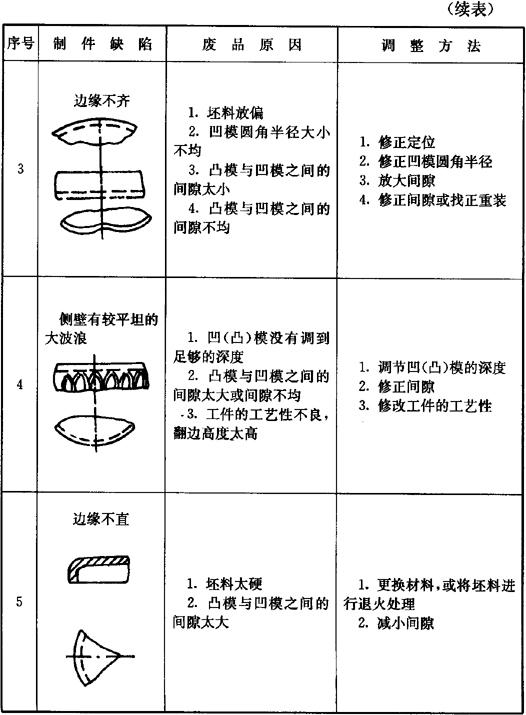
表6.1-36 外缘翻边模常见缺陷和调整方法
(七)精冲模的试模与调整
精冲模的调整方法见表6.1-37。
表6.1-37 精冲模常见缺陷和调整方法
(八)冷挤压模的试模与调整
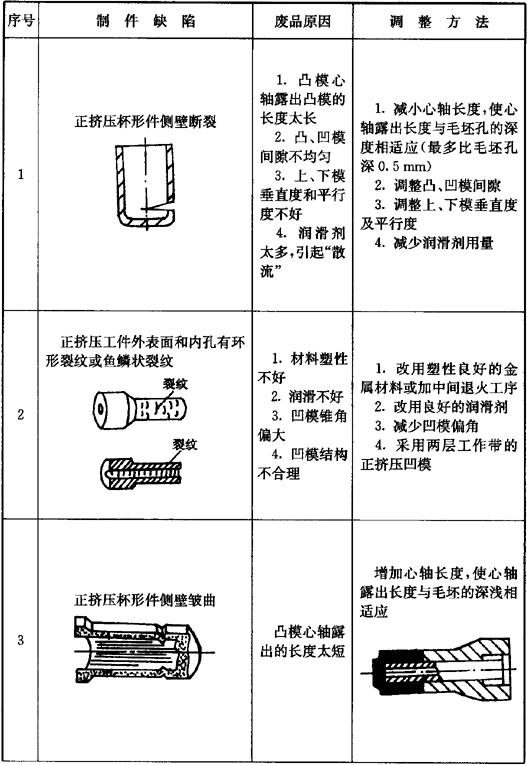
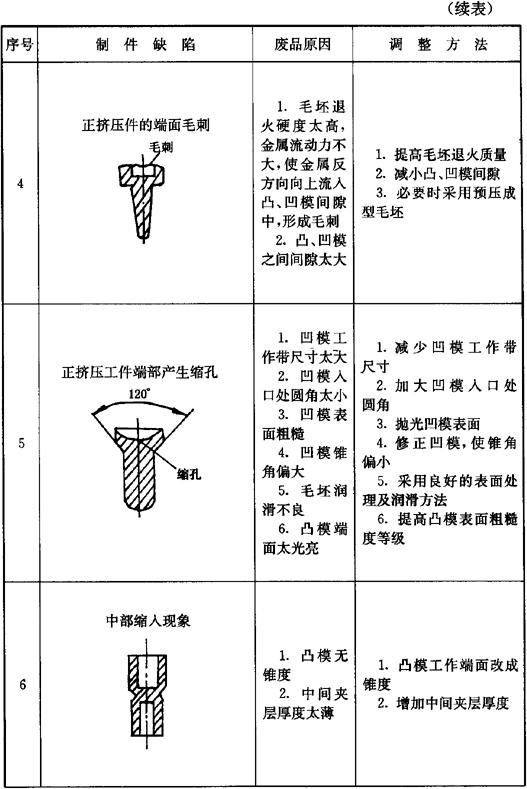
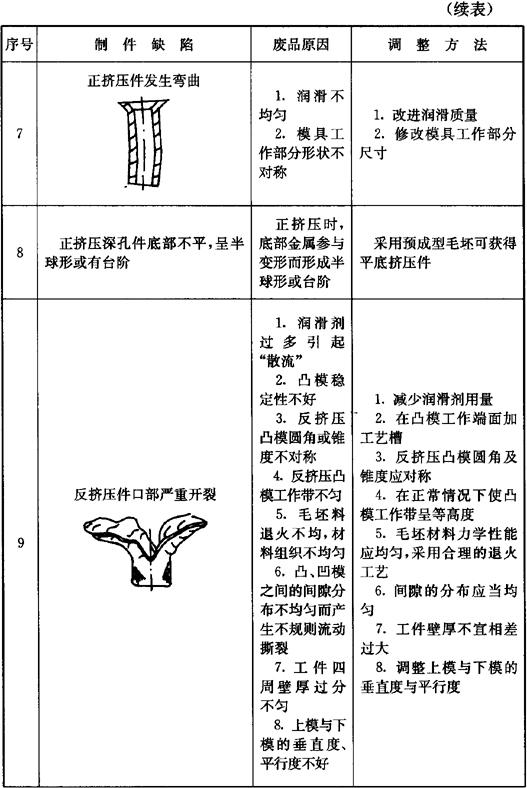
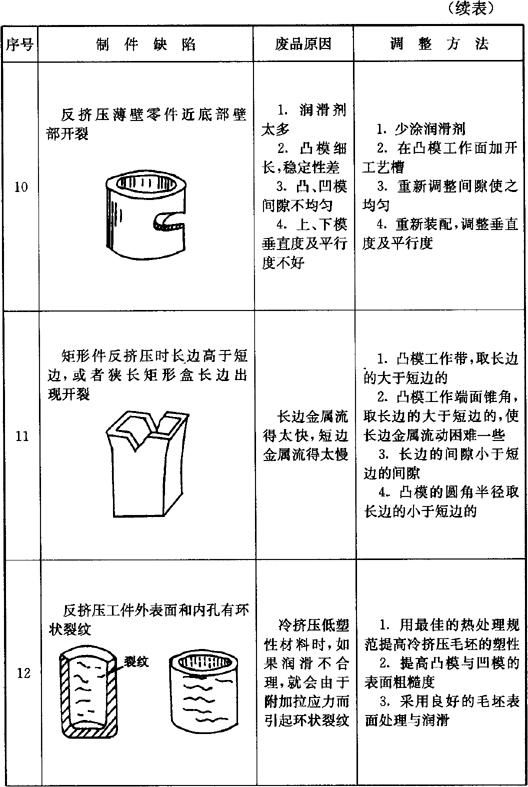
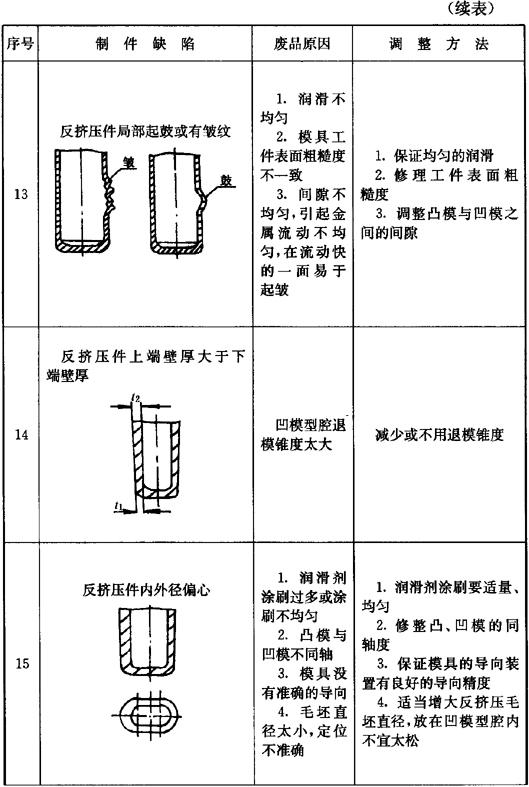
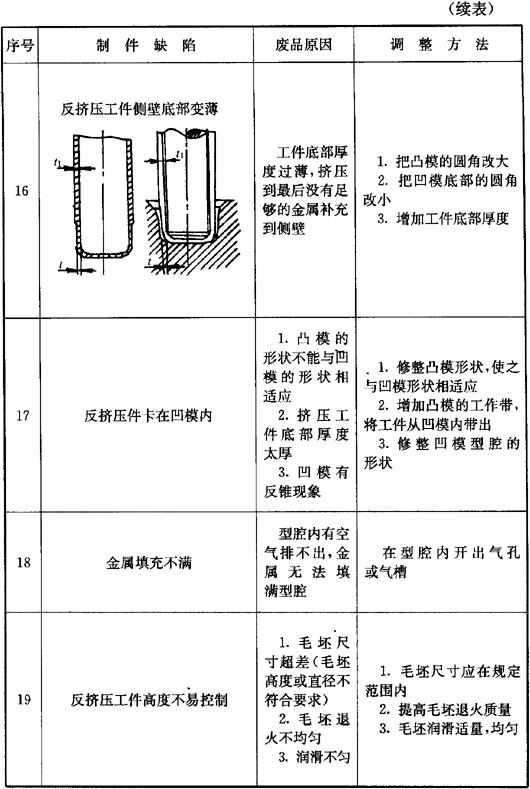
冷挤压模的调整方法见表6.1-38。
表6.1-38 冷挤压工件常见缺陷和调整方法
- 炭黑尘肺是什么意思
- 炭黑色是什么意思
- 炭黑颜料是什么意思
- 炮是什么意思
- 炮是什么意思
- 炮是什么意思
- 炮丈是什么意思
- 炮上是什么意思
- 炮中是什么意思
- 炮丹是什么意思
- 炮了是什么意思
- 炮争是什么意思
- 炮云是什么意思
- 炮人是什么意思
- 炮仔是什么意思
- 炮仔芯是什么意思
- 炮仗是什么意思
- 炮仗子是什么意思
- 炮仗子脾气是什么意思
- 炮仗扔到井里——有个圆音是什么意思
- 炮仗捻的脾气是什么意思
- 炮仗掉进河里——没响(想)是什么意思
- 炮仗竹是什么意思
- 炮仗筒子是什么意思
- 炮仗脾气是什么意思
- 炮仗花是什么意思
- 炮仗跌进河里——没响是什么意思
- 炮仗跌进河里——没响(想)是什么意思
- 炮仗颈是什么意思
- 炮仗颈一点就着是什么意思
- 炮位是什么意思
- 炮位侦察校射雷达是什么意思
- 炮位侦察雷达是什么意思
- 炮位雷达是什么意思
- 炮儿是什么意思
- 炮儿将是什么意思
- 炮兵是什么意思
- 炮兵专业训练是什么意思
- 炮兵临时阵地是什么意思
- 炮兵主帅是什么意思
- 炮兵交替指挥是什么意思
- 炮兵作战保障是什么意思
- 炮兵作战指挥是什么意思
- 炮兵使用指示是什么意思
- 炮兵侦察是什么意思
- 炮兵侦察地带是什么意思
- 炮兵侦察指挥车是什么意思
- 炮兵侦察机是什么意思
- 炮兵侦察校射机是什么意思
- 炮兵侦察校射飞机是什么意思
- 炮兵侦察电视是什么意思
- 炮兵侦察组侦察是什么意思
- 炮兵侦察经纬仪是什么意思
- 炮兵侦察配系是什么意思
- 炮兵侦察雷达队是什么意思
- 炮兵假阵地是什么意思
- 炮兵元帅是什么意思
- 炮兵兵力机动是什么意思
- 炮兵分散指挥是什么意思
- 炮兵分队是什么意思