(一)压坯形状设计
设计压坯形状时应考虑:在压制的许可条件下,尽可能使压坯的形状与零件相同,以减少后续机加工和粉末的浪费;但在有些情况下,零件的形状不能适应压制要求,这时应对原零件形状作适量的修改,以改善压模受力条件,提高压坯质量、简化压模结构。
1.改善粉末充填模腔状况的压坯举例(表3.3-3)
表3.3-3 改善粉末充填模腔状况的压坯举例
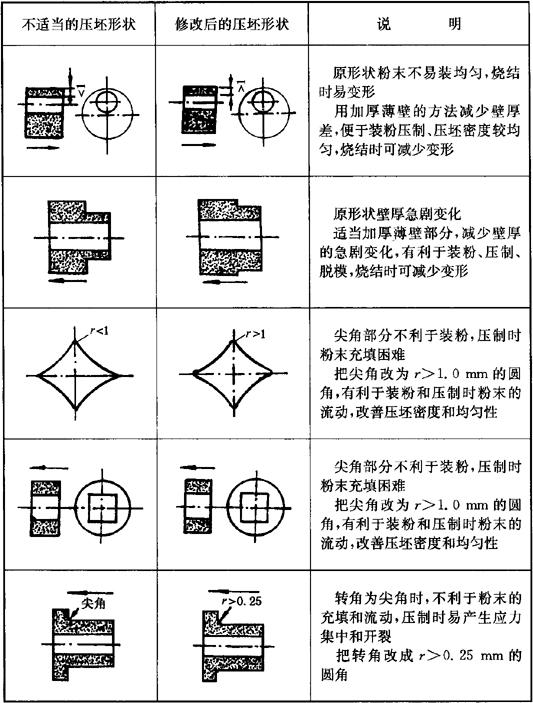
注:图中箭头表示压制时压坯朝上的方向。以下表相同。
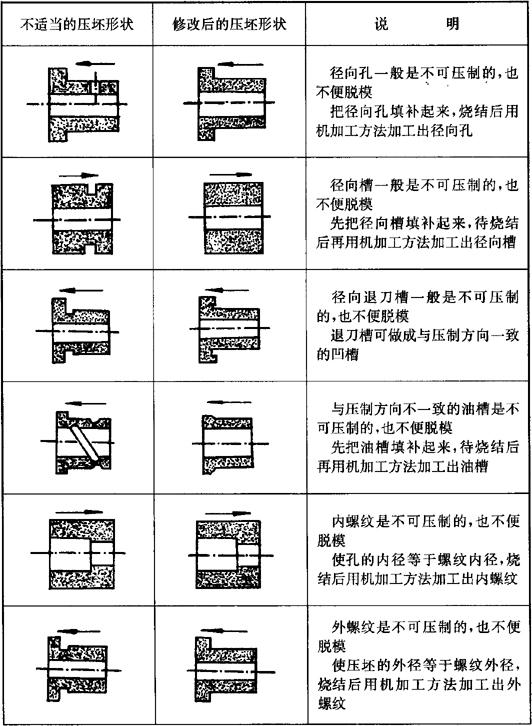
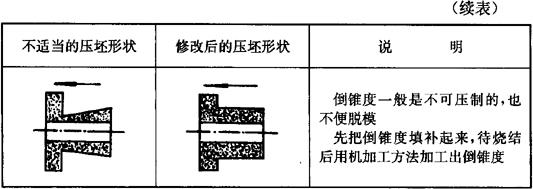
2.改变不可压制部位的压坯举例(表3.3-4)
表3.3-4 改变不可压制部位的压坯举例
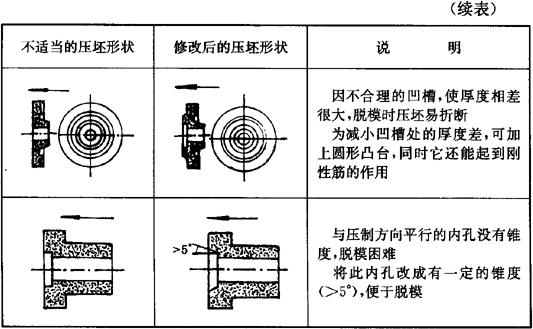
3.改善脱模困难的压坯举例(表3.3-5)
表3.3-5 改善脱模困难的压坯举例
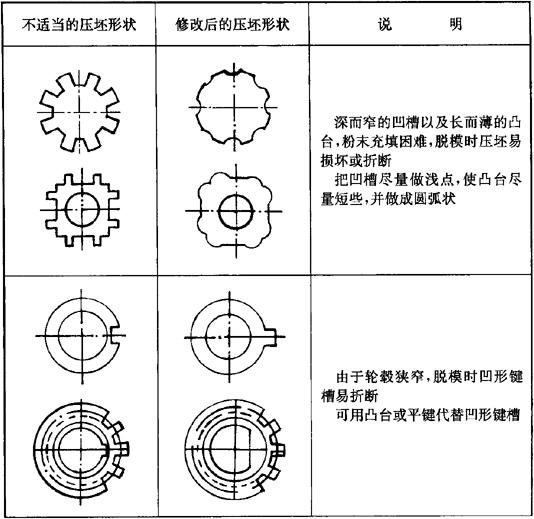
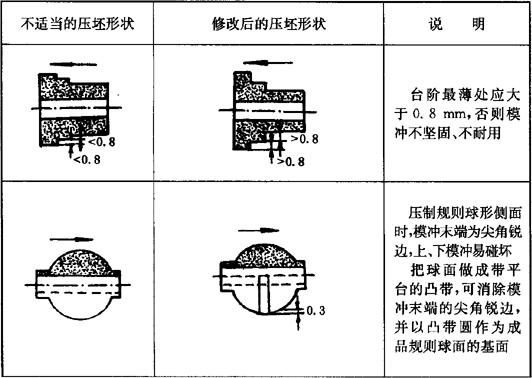
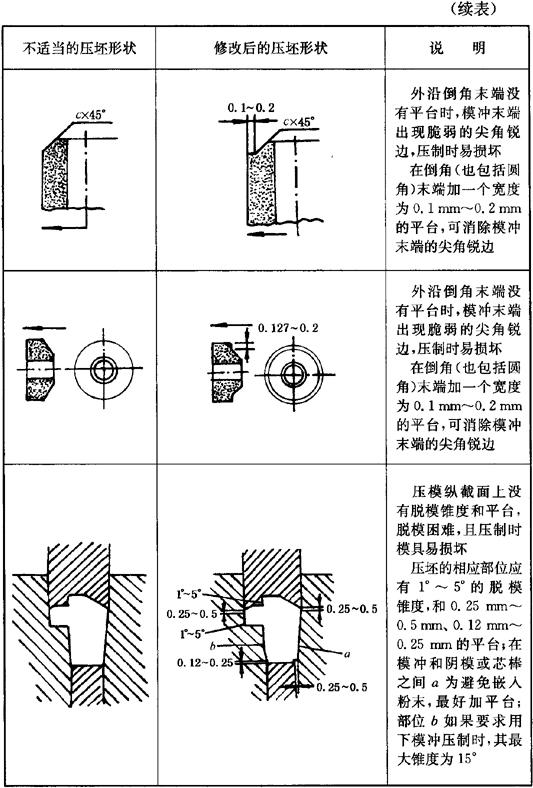
4.防止压模出现脆弱部位的压坯举例(表3.3-6)
表3.3-6 防止压模出现脆弱部位的压坯举例
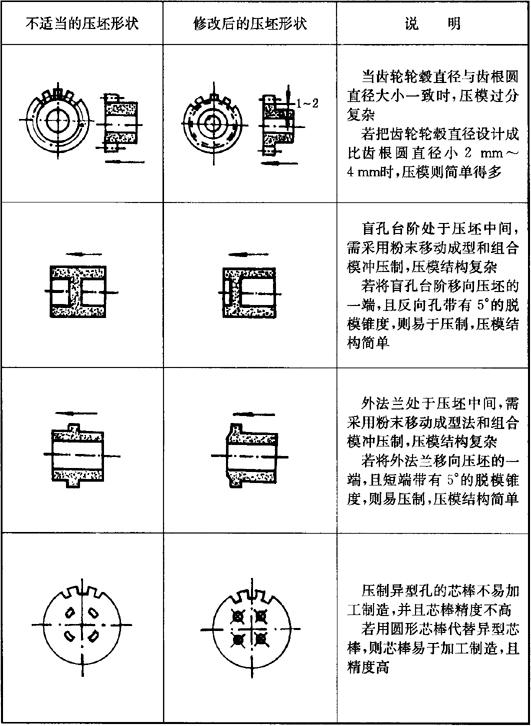
5.简化模具结构和模具制造的压坯举例(表3.3-7)
表3.3-7 简化模具结构和模具制造的压坯举例
(二)压坯精度及表面粗糙度设计
1.压坯尺寸精度
(1)径向尺寸精度
粉末冶金压制件的径向尺寸是比较容易达到高精度要求的。当精度要求低时,烧结后不必整形,以减少后续工序。
常见的铁、铜基零件,烧结后的径向尺寸精度及公差见表3.3-8。
表3.3-8 烧结后的径向尺寸精度及公差
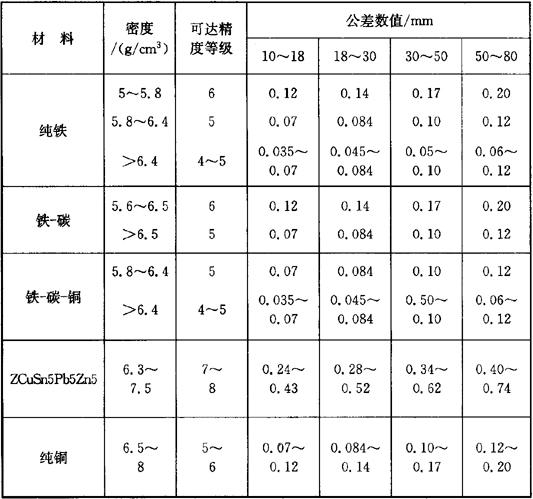
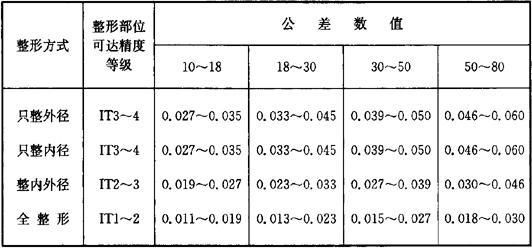
常见的铁、铜基零件,整形后的径向尺寸精度及公差见表3.3-9。
表3.3-9 整形后的径向尺寸精度及公差 (mm)
对于复压复烧态零件,其径向尺寸精度为IT4~5。
(2)轴向尺寸精度
压坯的轴向尺寸精度比径向尺寸精度难控制。在自动压制时,压坯的轴向高度偏差为±0.10mm~0.15mm,经自动全整形(或复压)的较小压制件,其轴向尺寸偏差为±0.03mm~0.05mm。
(3)齿轮公法线尺寸精度
一般烧结态齿轮公法线偏差控制在齿轮精度IT9,经整形后可提高到IT8。
2.压坯位置精度
压坯的位置精度,常见的有同轴度、平行度和垂直度等。
自动压制时,轴套类压坯的同轴度偏差带可控制在0.02mm~0.03mm内,相当于IT7~8精度。
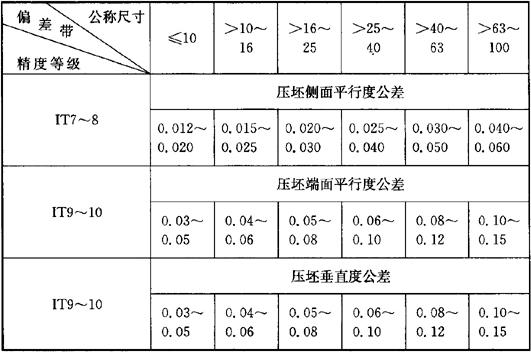
压坯的平行度和垂直度偏差见表3.3-10。
表3.3-10 压坯的精度等级及平行度、垂直度公差 (mm)
3.压坯的表面粗糙度
压坯的表面粗糙度值通常为Ra1.6μm~0.4μm,而平行于压制方向的压坯侧面,经整形后粗糙度值可达Ra0.4μm~0.1μm。
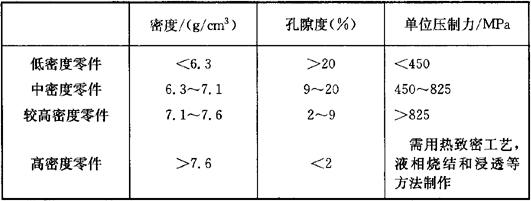
4.压坯密度设计(表3.3-11)
表3.3一11 铁基压坯密度
- 翦蠹下士是什么意思
- 翦蠹中士是什么意思
- 翦裁是什么意思
- 翦裁妙语频赓唱,巧胜郢斤般斧。是什么意思
- 翦逆是什么意思
- 翦金花是什么意思
- 翦除是什么意思
- 翦除凶逆是什么意思
- 翦除叛逆是什么意思
- 翦除异姓王是什么意思
- 翦须烧药是什么意思
- 翦馘是什么意思
- 翦魂纸是什么意思
- 翦鲸是什么意思
- 翧是什么意思
- 翨是什么意思
- 翨扇是什么意思
- 翨氏是什么意思
- 翨𦑜是什么意思
- 翩是什么意思
- 翩
.jpg) 是什么意思
是什么意思 - 翩仙是什么意思
- 翩反是什么意思
- 翩妍是什么意思
- 翩幡是什么意思
- 翩旋是什么意思
- 翩然是什么意思
- 翩然地闻风归向是什么意思
- 翩然而至是什么意思
- 翩然起舞是什么意思
- 翩眇是什么意思
- 翩绵是什么意思
- 翩绵飘邈是什么意思
- 翩翔是什么意思
- 翩翩是什么意思
- 翩翩两骑来是谁? 黄衣使者白衫儿。手把文书口称敕,回车叱牛牵向北。是什么意思
- 翩翩两骑来是谁?黄衣使者白衫儿.手把文书口称敕,回车叱牛牵向北是什么意思
- 翩翩书记是什么意思
- 翩翩公子是什么意思
- 翩翩公子登高赋,局面还思著紧。是什么意思
- 翩翩吾欲仙。是什么意思
- 翩翩少年是什么意思
- 翩翩巍巍是什么意思
- 翩翩归兴,故山无限林壑。是什么意思
- 翩翩拾翠北村女,双双唤雨东林鸠。是什么意思
- 翩翩然是什么意思
- 翩翩红紫怯东风(打唐文一句)动摇者或脱而落矣是什么意思
- 翩翩翻翻是什么意思
- 翩翩而舞是什么意思
- 翩翩自乐是什么意思
- 翩翩自喜是什么意思
- 翩翩蝴蝶成双过,两两蜀葵相背开。是什么意思
- 翩翩起舞是什么意思
- 翩翻是什么意思
- 翩翾是什么意思
- 翩联是什么意思
- 翩若惊鸿是什么意思
- 翩若惊鸿,婉如游龙是什么意思
- 翩若惊鸿,婉若游龙是什么意思
- 翩若惊鸿,婉若游龙,荣曜秋菊,华茂春松。是什么意思