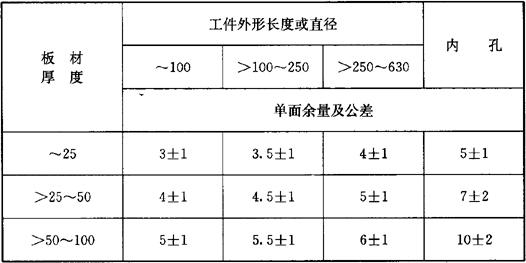
(一)气割板材毛坯机械加工余量(表5.1-1)
表5.1-1 气割板材毛坯机械加工余量 (mm)
(二)热轧圆钢最小加工余量(表5.1-2)
表5.1-2 热轧圆钢最小加工余量 (mm)
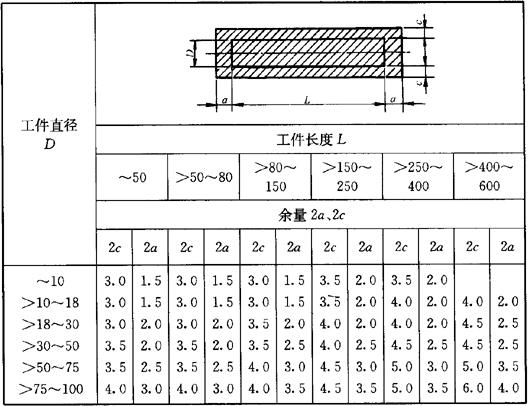
注:1.表中数值适用于淬火工件,若工件不需车去脱碳层,则直径余量可减小20%~25%。
2.决定毛坯直径应根据产品规格,选择相邻近的尺寸。
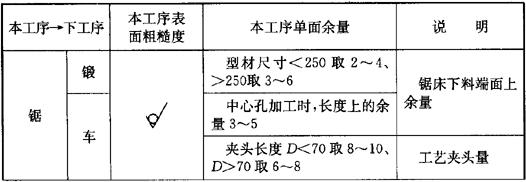
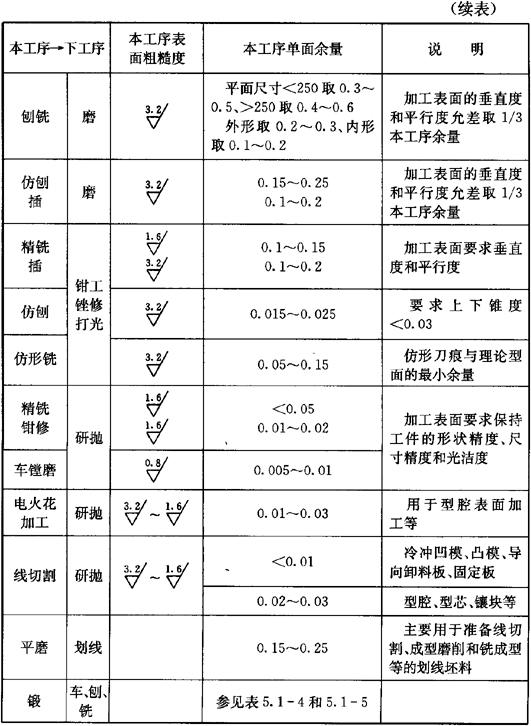
(三)中等尺寸模具零件加工工序余量(表5.1-3)
表5.1-3 中等尺寸模具零件加工工序余量 (mm)
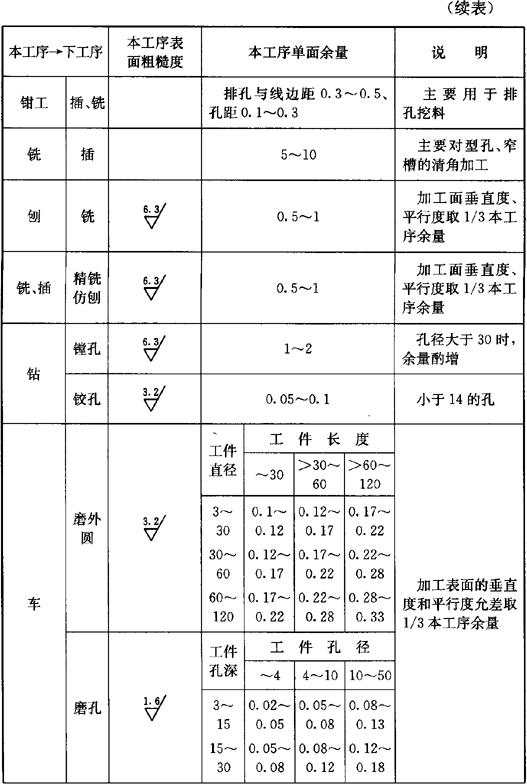
注:1.对于尺寸大于120mm或淬火易变形的工件,放磨余量约增大30%。
2.对Cr12、Cr12Mo、3Cr2W8V、W18Cr4V等难磨材料,磨削余量应酌情减小30%~50%。
- 政纪纂要是什么意思
- 政纲是什么意思
- 政纲虽举,必求益其所未至;德泽虽布,必思及其所未周。是什么意思
- 政经是什么意思
- 政绥是什么意思
- 政绩是什么意思
- 政绩优异是什么意思
- 政绩工程是什么意思
- 政绩思维是什么意思
- 政网是什么意思
- 政者战之原是什么意思
- 政者战之原,敌者兵之母是什么意思
- 政者正也。是什么意思
- 政者,为治之具;刑者,辅治之法是什么意思
- 政者,为治之具;刑者,辅治之法。是什么意思
- 政者,口言之,身必行之。是什么意思
- 政者,正也是什么意思
- 政者,正也。子帅以正,孰敢不正是什么意思
- 政者,正也。子帅以正,孰敢不正?是什么意思
- 政肃刑清是什么意思
- 政胜其民,下附其上,则兵强矣是什么意思
- 政能是什么意思
- 政自己出是什么意思
- 政荒民弊是什么意思
- 政著于一时,而传于后世者显而易见。教垂于后,而其在当时则隐而难知。是什么意思
- 政衡是什么意思
- 政要论是什么意思
- 政见是什么意思
- 政见商榷会是什么意思
- 政训是什么意思
- 政记轮船公司是什么意思
- 政论是什么意思
- 政论家是什么意思
- 政论家短评是什么意思
- 政论性按语是什么意思
- 政论报纸是什么意思
- 政论散文是什么意思
- 政论文是什么意思
- 政论文的写作是什么意思
- 政论时代是什么意思
- 政论纪录片是什么意思
- 政论语体是什么意思
- 政谱是什么意思
- 政象是什么意思
- 政象乐是什么意思
- 政贵得人,不贵多官是什么意思
- 政贵有恒。是什么意思
- 政贵有恒,是什么意思
- 政贵有恒,辞尚体要是什么意思
- 政费是什么意思
- 政路是什么意思
- 政躬是什么意思
- 政躬康泰是什么意思
- 政躬违和是什么意思
- 政迹是什么意思
- 政适是什么意思
- 政通人和是什么意思
- 政通人和,百废俱兴。是什么意思
- 政通人和;弊绝风清是什么意思
- 政通民和是什么意思